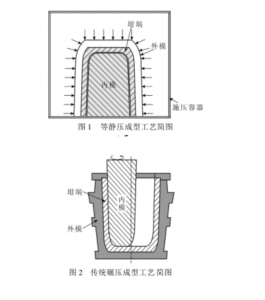
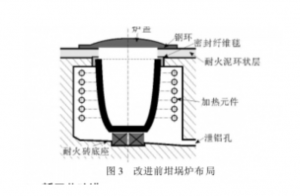
Вытворчасць графітавых тыгляў значна развілася з з'яўленнем тэхналогіі ізастатычнага прэсавання, што робіць яе найбольш перадавой тэхналогіяй у свеце. У параўнанні з традыцыйнымі метадамі трамбоўкі, ізастатычнае прэсаванне прыводзіць да атрымання тыгляў з аднастайнай тэкстурай, больш высокай шчыльнасцю, энергаэфектыўнасцю і найвышэйшай устойлівасцю да акіслення. Прымяненне высокага ціску падчас фармавання значна паляпшае тэкстуру тыгля, памяншаючы парыстасць і, адпаведна, павышаючы цеплаправоднасць і каразійную стойкасць, як паказана на малюнку 1. У ізастатычным асяроддзі кожная частка тыгля падвяргаецца аднастайнаму ціску фармавання, што забяспечвае аднастайнасць матэрыялу па ўсёй паверхні. Гэты метад, як паказана на малюнку 2, пераўзыходзіць традыцыйны працэс трамбоўкі, што прыводзіць да істотнага паляпшэння прадукцыйнасці тыгля.
1. Пастаноўка праблемы
Узнікае занепакоенасць у кантэксце тыглявай печы для ізаляцыі з алюмініевага сплаву з выкарыстаннем трамбаваных графітавых тыгляў, тэрмін службы якой складае прыблізна 45 дзён. Ужо праз 20 дзён выкарыстання назіраецца прыкметнае зніжэнне цеплаправоднасці, якое суправаджаецца мікратрэшчынамі на вонкавай паверхні тыгля. На пазнейшых этапах выкарыстання назіраецца значнае падзенне цеплаправоднасці, што робіць тыгель практычна неправодным. Акрамя таго, з'яўляюцца множныя паверхневыя расколіны, а ў верхняй частцы тыгля адбываецца змяненне колеру з-за акіслення.
Пры аглядзе тыглявой печы, як паказана на малюнку 3, выкарыстоўваецца аснова, якая складаецца з шматслойных вогнетрывалых цэглы, прычым ніжні награвальны элемент з дроту рэзістара размешчаны на 100 мм вышэй за аснову. Верхняя частка тыгля герметычна зачынена азбеставымі валакністымі пакрыццямі, размешчанымі прыкладна на 50 мм ад вонкавага краю, што выяўляе значныя пашкоджанні на ўнутраным краі верхняй часткі тыгля.
2. Новыя тэхналагічныя ўдасканаленні
Паляпшэнне 1: Выкарыстанне ізастатычнага прэсаванага глінянага графітавага тыгля (з нізкатэмпературнай глазурай, устойлівай да акіслення)
Выкарыстанне гэтага тыгля значна паляпшае яго прымяненне ў печах для ізаляцыі з алюмініевых сплаваў, асабліва з пункту гледжання ўстойлівасці да акіслення. Графітавыя тыглі звычайна акісляюцца пры тэмпературах вышэй за 400 ℃, у той час як тэмпература ізаляцыі печаў з алюмініевых сплаваў вагаецца ад 650 да 700 ℃. Тыглі з нізкатэмпературнай глазурай, устойлівай да акіслення, могуць эфектыўна запавольваць працэс акіслення пры тэмпературах вышэй за 600 ℃, забяспечваючы выдатную цеплаправоднасць на працягу доўгага часу. Адначасова гэта прадухіляе зніжэнне трываласці з-за акіслення, падаўжаючы тэрмін службы тыгля.
Паляпшэнне 2: графіт для падставы печы з таго ж матэрыялу, што і тыгель
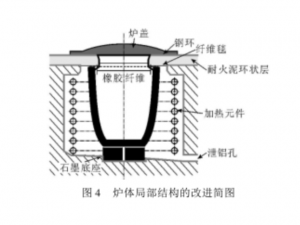
Як паказана на малюнку 4, выкарыстанне графітавай асновы з таго ж матэрыялу, што і тыгель, забяспечвае раўнамерны нагрэў дна тыгля падчас працэсу награвання. Гэта змякчае тэмпературныя градыенты, выкліканыя нераўнамерным награваннем, і памяншае верагоднасць з'яўлення расколін у выніку нераўнамернага награвання дна. Спецыяльная графітавая аснова таксама гарантуе стабільную падтрымку тыгля, выраўноўваючы яго дно і мінімізуючы расколіны, выкліканыя напружаннем.
Паляпшэнне 3: Лакальныя структурныя паляпшэнні печы (малюнак 4)
- Палепшаны ўнутраны край вечка печы, які эфектыўна прадухіляе знос верхняй часткі тыгля і значна паляпшае герметычнасць печы.
- Забяспечце, каб провад рэзістара знаходзіўся на адным узроўні з дном тыгля, што гарантуе дастатковы нагрэў дна.
- Мінімізацыя ўплыву верхніх валаконна-абалонных ушчыльненняў на награванне тыгля, забеспячэнне належнага нагрэву ў верхняй частцы тыгля і зніжэнне наступстваў нізкатэмпературнага акіслення.
Паляпшэнне 4: Працэсы выкарыстання рафінавальнага тыгля
Перад выкарыстаннем разагрэйце тыгель у печы пры тэмпературы ніжэй за 200 ℃ на працягу 1-2 гадзін, каб выдаліць вільгаць. Пасля разагрэву хутка павысьце тэмпературу да 850-900 ℃, мінімізуючы час знаходжання ў дыяпазоне 300-600 ℃, каб паменшыць акісленне ў гэтым дыяпазоне тэмператур. Пасля гэтага панізьце тэмпературу да працоўнай і ўвядзіце вадкі алюмініевы матэрыял для нармальнай працы.
З-за каразійнага ўздзеяння рафінавальных рэчываў на тыглі, неабходна выконваць правільныя пратаколы выкарыстання. Рэгулярнае выдаленне шлаку мае важнае значэнне і павінна праводзіцца, калі тыгель гарачы, бо ў адваротным выпадку ачыстка шлаку становіцца складанай. Пільнае назіранне за цеплаправоднасцю тыгля і наяўнасцю слядоў старэння на сценках тыгля мае вырашальнае значэнне на пазнейшых этапах выкарыстання. Неабходна своечасова праводзіць замену, каб пазбегнуць непатрэбных страт энергіі і ўцечкі вадкага алюмінію.
3. Вынікі паляпшэння
Варта адзначыць падоўжаны тэрмін службы палепшанага тыгля, які захоўвае цеплаправоднасць на працягу доўгага часу без расколін на паверхні. Водгукі карыстальнікаў сведчаць аб паляпшэнні прадукцыйнасці, што не толькі зніжае вытворчыя выдаткі, але і значна павышае эфектыўнасць вытворчасці.
4. Заключэнне
- Ізастатычныя прэсаваныя глінаграфітавыя тыглі пераўзыходзяць традыцыйныя тыглі па прадукцыйнасці.
- Для аптымальнай прадукцыйнасці канструкцыя печы павінна адпавядаць памеру і структуры тыгля.
- Правільнае выкарыстанне тыгля значна падаўжае тэрмін яго службы, эфектыўна кантралюючы вытворчыя выдаткі.
Дзякуючы дбайнаму даследаванню і аптымізацыі тэхналогіі тыгельных печаў, палепшаная прадукцыйнасць і тэрмін службы істотна спрыяюць павышэнню эфектыўнасці вытворчасці і эканоміі выдаткаў.
Час публікацыі: 24 снежня 2023 г.